



【异型管,椭圆无缝管每一处都是匠心制作】视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【异型管,椭圆无缝管每一处都是匠心制作】的图文介绍
每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
由于设计图绘制出的是零件成形加工完成后的终状态图,异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。


另一方面大力支持创业平台建设与职工实现自主创业,培育适应普通职工特点的创业载体,把返乡创业试点的范围扩大到多个地区,通过加大专项的建设基金投入等的方式培育出接续的产业,引导广大职工就地就近创业和就业。
异型管加大对去产能的异型管企业奖补支持力度,对于引导企业主动退出其产能,适当的提高奖补相关标准。主动提出多退政策,超出预期的目标实行阶梯式的奖补等诸多方式。同时制定出解决企业欠缴社保费的经济补偿金类政策与社保接续,降低企业的社保费率。
异型管厂家拉伸试验主要有以下步骤:
异型管用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测一次直径,取其算术平均值作为该处截面的直径,然后选用三处截面直径的小值来计算试件的原始截面面积;



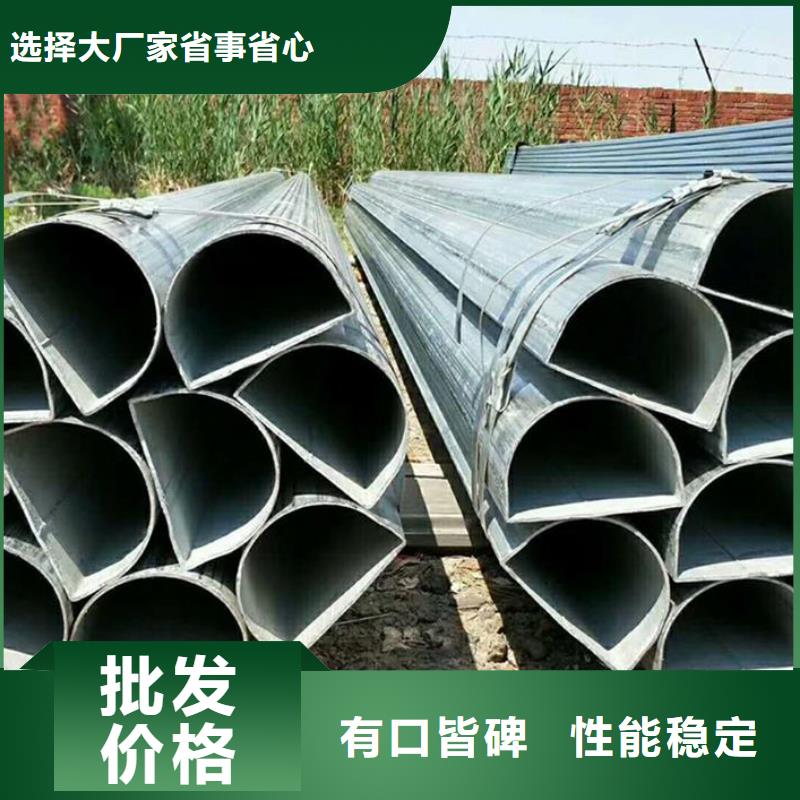
异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
这样就需要在 机架后设置轧边端机,俗称轧边机,异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。



乐道精密钢管厂家有限公司(茂名分公司)主营: 异形无缝管 等。公司位于国联金属市场168号,交通便利、地理位置优越。 公司本着“客户至上 精益求精”的质量方针,市场是企业的方向、质量是企业的生命。客户想到的我们要做到,客户没想到的我们要重视合同“确保质量,准时交付”。我公司真诚欢迎社会各界人士来公司参观指导,商务洽谈,同创双赢,共达辉煌。


异型管的表面质量十分重要,因为在管坯赴任何残障都市带到制品异型管上,并且有残障的地点频频会酿成应力集中,通过塑性变形将使残障加深、加长;
异型管内部组织紧要是指缩孔和中央疏松,非金属夹杂的积累、气体的含量等。这种要求的严格程度,随异型管的用途和钢种的差异而异;
要对异型管坯进行显微组织的检验,以测定非金属夹杂物(如硫化物、氧化物及碳化物)的含量及分布形态,鉴别带状组织与脱碳层等;
异型管为了担保穿孔过程的合理进行和获得高质量的异型管,必需对管坯的几何尺寸,低倍组织和表面状态等提出严格的要求;
异型管坯的低倍组织不应有肉眼可见≥1级的残余缩孔、翻皮、分层、气泡、砂眼、非金属夹杂、白点及裂纹等。


